
攻牙機鉆出爛牙的原因有哪些
人氣:
次
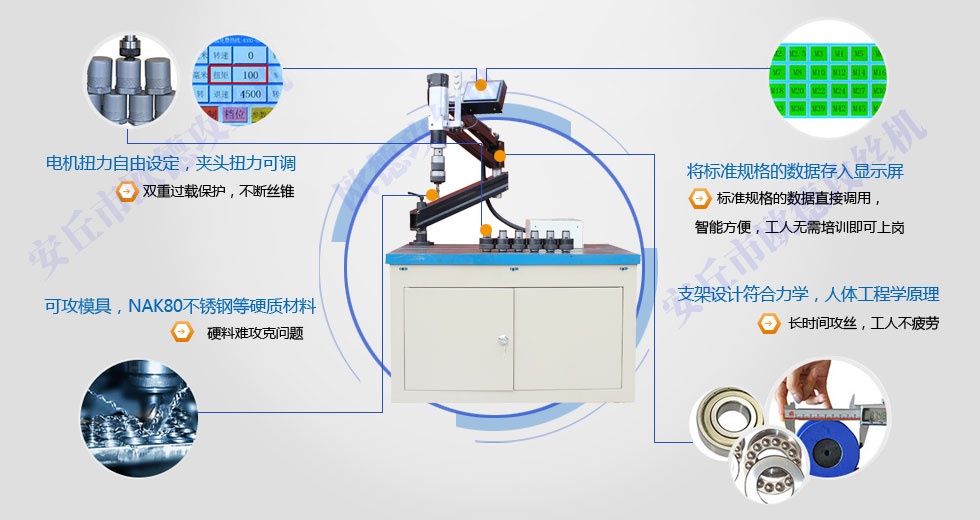
隨著科技的進步,喀什地區斜式攻絲機一些高科技的設備的存在使得我們的生產生活更加的方便,比如全自動攻絲機的出現,就大大解放了勞動力,提高了生產效率,自動攻絲機價格但是在使用的過程中也會容易出現一些問題,資陽市伺服攻絲機比如爛牙現象,今天歐德小編就為大家介紹下全自動攻牙機出現爛牙的原因:
1、絲錐損壞了,如果絲錐損壞肯定會出現爛牙的現象,涼山市電動萬向攻絲機哪怕絲錐蹦了一個小缺口都會出現爛牙,龍海市浮動式攻牙機南安市攻絲機因為螺紋是靠絲錐的刃口加工出來的,天長市萬向攻絲機如果絲錐的刃口損壞了,防城港市全自動攻絲機加工出來的螺紋表面肯定不光滑,莘縣全自動攻絲機而且損壞的刃口在絲錐退回來的時候很容易刮爛之前加工出來的螺紋,萊城區攻牙機,丹東市電動攻絲機在出現這種情況的時候只有跟換絲錐,壽光市觸摸屏攻牙機或者將損壞的刃口磨掉繼續使用,張掖市全自動攻絲機不過絲錐要磨好
2、文登市電動萬向攻絲機潤滑不夠,如果在加工的過程中加攻牙油或者冷卻劑不夠潤滑,也會出現爛牙的情況,平度市浮動式攻絲機在出現這種情況的時候一定使用潤滑夠好冷卻夠快的攻牙油,既能夠潤滑又能夠冷卻,三門峽市電動萬向攻絲機很多客戶不喜歡使用攻牙油,覺得很麻煩加工出來又要清洗一次,在這個時候一般都會選擇乳化液加水冷卻,許昌市萬向攻牙機但是乳化液兌水一般只能做到冷卻的作用,不過最好多加一點乳化液,水少加一點,這樣能起到一定的潤滑作用。
3、底孔太小,如果攻牙底孔打的太小也容易出現爛牙的情況,赤峰市浮動式攻絲機這個時候只需將攻牙的底孔打大一點,兗州市電動萬向攻絲機個人建議按照正常的攻牙底孔來打,在不影響螺紋松緊度跟扭力的情況下最好大8到10S左右,這樣加工起來既不會爛牙,絲錐也會耐用很多。
4、榆林市打絲機攻牙機的牙距齒輪不配套,試問在加工M4x0.7的內牙時,攻牙機上的牙距齒輪是0.5的牙距,昌樂市電動攻牙機而底孔又是按照M4x0.7的內牙底孔來打的,加工出來的螺紋肯定會爛牙,這個時候一定要更換對應的牙距齒輪,普洱市旋臂式攻絲機曹縣打絲機詳情請參照螺絲攻下孔徑對照表。































濰坊歐德機械攻絲機


聯系我們

濰坊歐德機械有限公司 24小時咨詢電話: 400-0076-008
李經理 15662562601
徐經理 18653661757
王經理 18653668101
張經理 15662562758 傳真:0536-4287227 郵箱:84762562@qq.com
地址:山東省濰坊安丘城東工業園

 李經理
李經理